Описание и преимущества
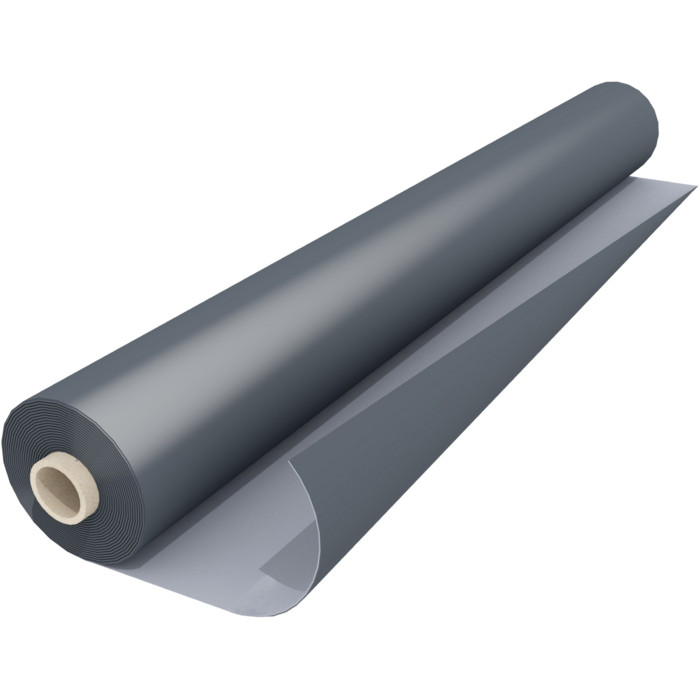
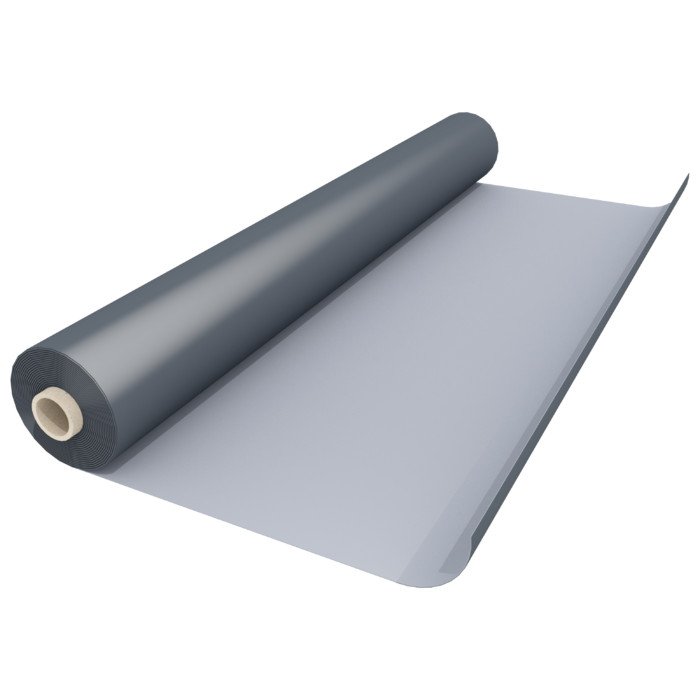
Неармированная ISOROC РуфМембрана Коннект предназначена для устройства примыканий и усилений на кровлях, а также для соединений c различными конструкциями кровли. Неармированная мембрана приваривается к установленной армированной кровельной ПВХ мембране.
Свойства:
- Устойчива к постоянному УФ-излучению
- Устойчива ко всем распространенным воздействиям окружающей среды
- Сварка горячим воздухом без использования открытого огня
- Хорошая стойкость к механическим воздействиям
- Отличная гибкость на морозе
- Возможность вторичной переработки
Качество основания:
- Несущая конструкция должна иметь достаточную прочность для нанесения всех новых и существующих слоев кровельной конструкции. Кровельная система должна быть спроектирована с учетом ветровой нагрузки.
- Поверхность основания должна быть однородной и гладкой, не иметь острых выступов, неровностей и т. д.
- ISOROC РуфМембрану Коннект необходимо отделить от несовместимых оснований с помощью эффективного разделительного слоя во избежание ускоренного старения.
- Поверхность, на которую укладывается мембрана должна быть совместима с мембраной, стойкой к растворителям, чистой, сухой, без жира и пыли.
Способ крепления:
Неармированная мембрана для устройства примыканий приваривается к установленной армированной кровельной ПВХ мембране.
Сварка перехлестов швов горячим воздухом:
Электрическое оборудование для сварки горячим воздухом - аппараты для ручной сварки горячим воздухом и прижимные ролики или автоматические сварочные аппараты горячим воздухом с регулируемой температурой горячего воздуха минимум +600 °C.
Метод сварки горячим воздухом:
Нахлесты швов между неармированной мембраной и основной армированной кровельной мембраной должны быть сварены электрическим сварочным оборудованием. Параметры сварки (температура, скорость аппарата, приток воздуха, давление и настройки аппарата) должны быть рассчитаны, отрегулированы и проверены на месте проведения работ в соответствии с типом оборудования и климатическими условиями до начала сварочных работ. Эффективная ширина сварных соединений внахлестку должна быть не менее 20 мм.
Проверка нахлестов швов:
Чтобы удостовериться в качестве сварных швов, необходимо провести испытание швов механическим способом с использованием отвертки или стальной иглы. Все дефекты должны быть устранены с помощью сварки горячим воздухом.